
Mechanical vs Chemical Recycling of PET: What the Textile Industry Needs to Know
The distinction between mechanical and chemical recycling of PET is one of the most commercially important and most misunderstood topics in sustainable textile sourcing. As brands, retailers, and regulators push for higher recycled content in polyester textiles, and as the limitations of mechanical recycling become apparent at higher recycling rates, chemical recycling is emerging as a complementary — and eventually transformative — technology. Understanding what each process does, what it produces, what its limitations are, and how GRS certification applies to each is essential knowledge for anyone working in recycled polyester supply chains.
The Fundamental Distinction
The defining difference between mechanical and chemical recycling is what happens to the polymer during the process:
- Mechanical recycling: The polymer molecule is preserved intact. PET waste is physically processed — shredded, washed, melted, and re-extruded — without breaking the polymer chains. The output is mechanically recycled PET (rPET) with the same polymer chemistry as virgin PET but potentially lower molecular weight (IV) due to thermal and hydrolytic stress during processing.
- Chemical recycling: The polymer molecule is broken down. PET waste is chemically deconstructed into its monomer building blocks (or into intermediate chemicals), which are then purified and used to re-synthesize new polymer. The output is chemically recycled PET that is compositionally indistinguishable from virgin PET — polymer chains rebuilt from monomer, not chains preserved from the original polymer.
The practical implication of this distinction for the textile industry: 100% of commercial rPSF available today is produced by mechanical recycling. Chemical recycling of PET into textile fiber is not yet at commercial scale — it exists at demonstration or early commercial plant scale, but the volumes are a tiny fraction of global rPSF production. When you buy GRS-certified rPSF, you are buying mechanically recycled fiber.

Mechanical Recycling of PET for Fiber: How It Works at Scale
The mechanical recycling process for PET bottles into fiber is covered in full detail in the companion article ‘PET Bottle to Recycled Fiber: The Complete Supply Chain Guide.’ In summary: bottles are collected, sorted by polymer type and color, shredded into flakes, hot-washed, density-separated, dried, and either directly extruded into fiber or first converted to chips via SSP before spinning. The process is commercially mature, operating at scale of millions of tonnes per year globally.
Advantages of Mechanical Recycling for Fiber
- Commercial maturity: Mechanical rPSF production has been operating at industrial scale since the early 1990s. Technology, equipment, and supply chain infrastructure are fully established.
- Energy efficiency: Mechanical recycling uses significantly less energy than producing virgin polyester from PTA and MEG — approximately 30–50% lower energy input per kg of fiber.
- GHG savings: 60–70% lower GHG emissions per kg of fiber compared to virgin PSF — the most important sustainability metric for brands with Scope 3 emission reduction commitments.
- Cost competitiveness: Mechanically recycled rPSF is now price-competitive with virgin PSF in most markets — the cost differential has narrowed significantly from the premium that existed in earlier years.
- GRS certification availability: Fully established GRS certification infrastructure for mechanically recycled PET — scope certificates, transaction certificates, and audit processes are all mature and widely available.
Limitations of Mechanical Recycling
- IV reduction: Each mechanical recycling cycle reduces the polymer’s intrinsic viscosity slightly — shorter chains mean marginally lower fiber tenacity. SSP can restore IV but adds cost.
- Color limitations: Mixed-color input streams produce off-white or grey rPET that limits achievable fiber whiteness. Only high-purity clear bottle input streams produce bright white rPSF.
- Contamination sensitivity: Mechanical recycling cannot effectively handle highly contaminated or mixed polymer waste — PVC contamination in particular causes severe quality problems.
- Cannot recycle colored textiles: Dyed polyester textiles cannot be mechanically recycled into equivalent-quality fiber — the dyes and finishes contaminate the melt. This is the critical barrier to textile-to-textile circularity through mechanical recycling.
- Limited recycling cycles: Polymer properties degrade with each mechanical recycling cycle — practical limit of approximately 3–5 cycles before quality becomes unacceptable for fiber applications.
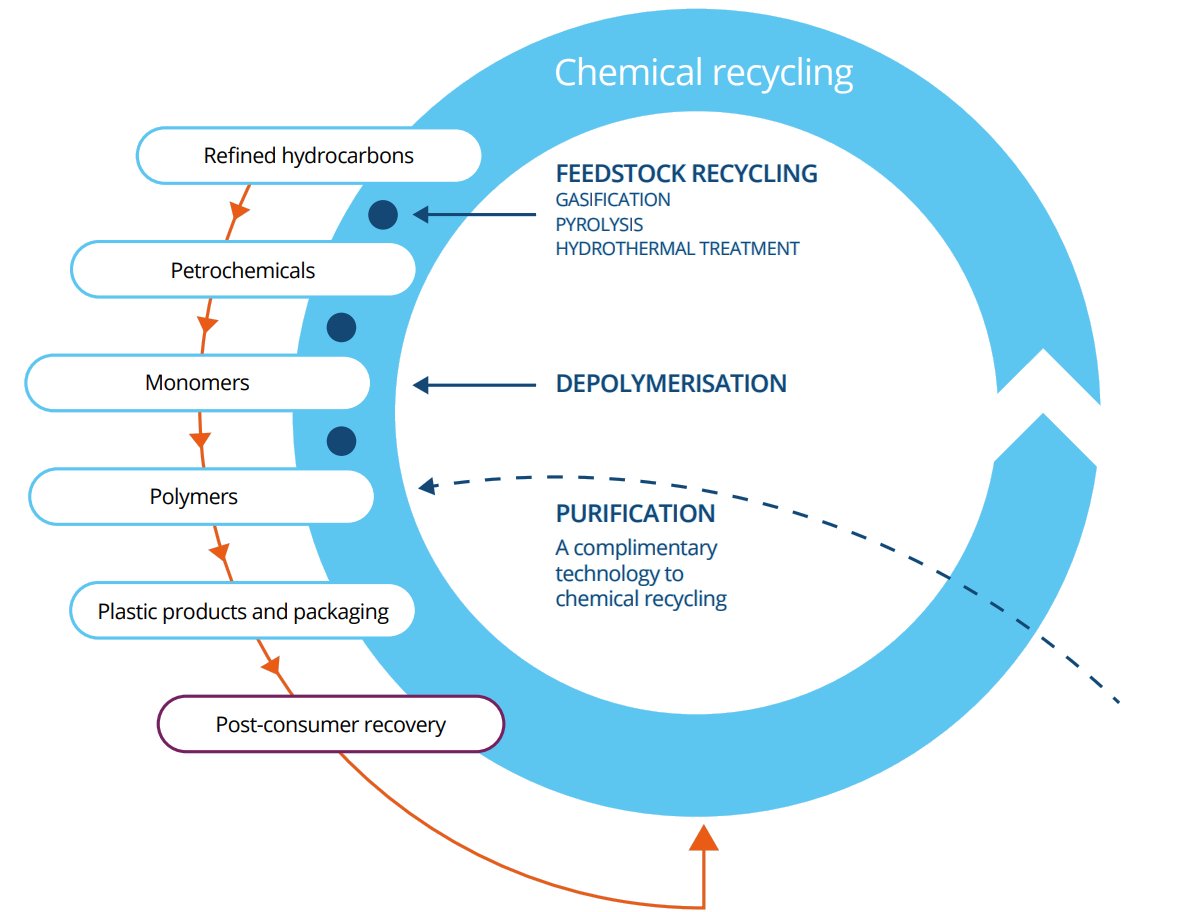
Chemical Recycling of PET: Three Main Technologies
1. Depolymerization (Glycolysis, Methanolysis, Hydrolysis)
Depolymerization breaks PET polymer chains back into their monomer building blocks using chemical reagents. The three main depolymerization routes for PET are:
- Glycolysis: PET reacts with ethylene glycol at 180–240°C to produce BHET (bis-hydroxyethyl terephthalate) — an intermediate that can be re-polymerized to virgin-quality PET. Commercially most mature depolymerization route; already operating at industrial scale for some applications.
- Methanolysis: PET reacts with methanol at 180–280°C under pressure to produce DMT (dimethyl terephthalate) and ethylene glycol — both primary PET monomers. More energy-intensive than glycolysis but produces purer monomer streams.
- Hydrolysis: PET reacts with water (neutral, acid, or base catalyzed) to produce TPA (terephthalic acid) and ethylene glycol. Neutral hydrolysis requires high temperature and pressure; produces pure monomer but is the most energy-intensive route.
- Enzymatic depolymerization (Carbios): A breakthrough approach where engineered enzymes (LCCICCG) depolymerize PET at moderate temperatures (72°C) with high efficiency. Carbios has opened the world’s first industrial-scale enzymatic PET recycling plant (2025) — producing food-grade rPET from mixed-color post-consumer PET including textiles. This technology has the potential to recycle colored and contaminated PET that mechanical recycling cannot handle.
2. Pyrolysis and Gasification (Conversion)
Conversion processes break plastic polymers down into fuels and chemical feedstocks rather than monomers:
- Pyrolysis: Mixed plastic waste (including PET along with other plastics) is heated to 400–700°C in the absence of oxygen, breaking polymer chains into a liquid pyrolysis oil that enters the petrochemical refinery as feedstock. Pyrolysis is not PET-specific — it processes mixed plastic fractions that cannot be mechanically recycled. The resulting pyrolysis oil competes with virgin naphtha as refinery feedstock.
- Gasification: Converts plastic waste into synthesis gas (syngas — CO and H₂) at very high temperatures. Syngas enters chemical production as feedstock. Less commercially mature for plastics than pyrolysis.
For the textile industry, pyrolysis and gasification are not relevant to rPSF production — they produce chemical feedstock, not PET monomer or fiber. They are relevant to the broader plastic waste management system but should not be conflated with depolymerization-based chemical recycling that produces virgin-equivalent PET for fiber.
The Most Important Emerging Development: Textile-to-Textile Chemical Recycling
The most strategically significant development for the textile industry is not bottle recycling — that is already at scale — but textile-to-textile chemical recycling: breaking down used polyester garments and other textile waste back into monomers that can be respun into new fiber. This addresses the most serious gap in the current circular economy for textiles: the approximately 85% of polyester textiles that currently cannot be recycled into equivalent-quality fiber.
- Why textile-to-textile is harder than bottle recycling: Polyester textiles contain dyes, finishes, blended fibers (cotton, elastane, nylon), and complex fabric constructions that make simple mechanical recycling into equivalent-quality fiber technically impossible at current commercial scale. Chemical depolymerization can, in principle, purify the monomer stream by separating PET from dyes and other polymers during the process.
- Carbios (enzymatic): First industrial plant operational in 2025. Accepts mixed-color and dye-contaminated PET textile waste. Produces food-grade-equivalent monomer. First commercial scale demonstration of textile-to-textile chemical recycling of PET.
- Renewlane / Infinited Fiber: These companies focus on cellulosic fiber (cotton) chemical recycling rather than PET, but represent the same trend toward chemical recycling of textile waste streams.
- Loop Industries: Canadian chemical recycling company targeting all PET and polyester fiber waste through low-energy depolymerization. Has faced commercial scale challenges but remains an active technology developer.
- Ioniqa: Netherlands-based chemical recycling through magnetic catalysis — processes colored PET waste including textiles into virgin-quality clear monomer stream.
Mechanical vs Chemical Recycling: The Complete Comparison
| Dimension | Mechanical Recycling | Chemical Recycling (Depolymerization) |
| Commercial scale (2025) | Millions of tonnes/year — fully commercial | Thousands of tonnes/year — early commercial to demonstration |
| Output quality vs virgin | Slightly lower IV; minor colour variation | Equivalent or identical to virgin — monomer rebuilt |
| Feedstock accepted | Clean, sorted PET bottles — low contamination tolerance | Mixed colour, contaminated, blended textiles — high flexibility |
| Energy use vs virgin | 30–50% lower | Varies — some routes approach virgin energy use |
| GHG vs virgin | 60–70% lower | Varies by technology — 40–75% lower depending on route and energy source |
| GRS certification | Fully established — standard documentation | Applicable; TC documentation developing |
| Cost vs mechanical recycling | Reference | Currently significantly higher — scale premium |
| Textile-to-textile capability | Very limited — dyes and blends are barriers | Primary value proposition — designed for textile waste |
| Current rPSF availability | 100% of commercial rPSF supply | Not yet available at commercial rPSF scale |
| Outlook | Continues growing with bottle collection rates | Rapid scale-up expected 2025–2030 driven by EU legislation |
What This Means for Buyers Sourcing rPSF Today
For the practical question of sourcing GRS-certified rPSF in 2025, the answer is clear: all available commercial rPSF is mechanically recycled from post-consumer PET bottle feedstock. Chemical recycling into PSF is not yet available at commercial supply scale. Brands specifying ‘chemically recycled rPSF’ should verify this carefully with suppliers — the fiber may not exist yet in meaningful commercial volumes from genuinely certified sources.
The forward-looking implication: as textile-to-textile chemical recycling scales (expected 2026–2030 for meaningful volumes), buyers will be able to source rPSF made from recycled polyester garments rather than bottles — enabling genuinely closed-loop textile circularity. Building GRS-certified supply chains now positions brands to transition to textile-origin recycled fiber as it becomes available, maintaining the verified chain-of-custody infrastructure that chemical recycling will also require.
Conclusion
Mechanical and chemical recycling are genuinely complementary technologies — not competitors. Mechanical recycling handles the clean, sorted bottle streams that are already well-organized; chemical recycling will handle the contaminated, mixed, and textile waste streams that mechanical recycling cannot. Together, they represent the complete toolkit for a circular polyester economy. The textile industry’s sustainable future requires both — and understanding precisely what each technology does today and what it will do in the next decade is essential for making well-grounded sourcing and sustainability commitments.



