




By blending two kinds of polymers, new fibers are made that own every characteristic of each polymer.
Bi-component binder fibers with high-performance ability.
Bicomponent fibers have various types that are suitable for heat-bonded nonwoven fabrics, depending on their purpose and application (carding, wet-laid, and air-laid).
Bicomponent fibers offer several advantages, including a soft touch, durable performance, process stability, and high speed, and they have different melting points based on the raw materials used, which allows for significantly higher material strength.
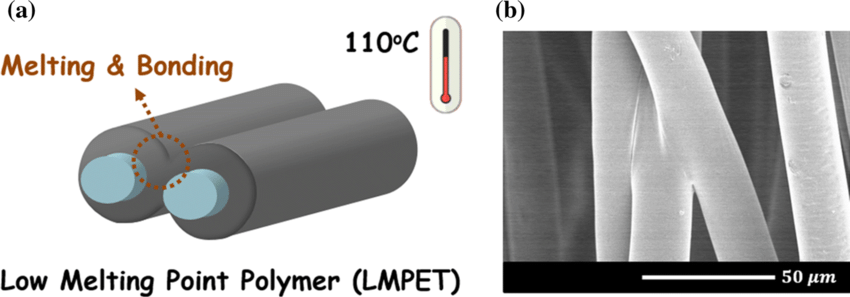
The first specific characteristic of bi-component fibers is the difference in melting points between the two polymers, which causes one polymer to act as glue for bonding the two fibers together.

Bicomponent Fiber Cross-Section Types
The spatial arrangement of the two polymers within the fiber cross-section — the fiber architecture — determines the fiber’s mechanical, thermal, and functional behavior. There are several standard bicomponent fiber configurations, each suited to different applications:
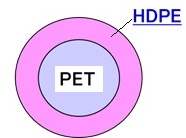
1. Sheath-Core (Concentric and Eccentric)
The sheath-core configuration is the most widely used bicomponent fiber architecture in industrial applications. One polymer forms the outer sheath; the other forms the inner core. The two polymers do not mix — they are co-extruded as distinct, concentrically arranged layers.
In a concentric sheath-core fiber, the core is centered within the sheath, producing a uniform, symmetrical cross-section. This is the standard configuration for thermal bonding fibers (low melt fiber / LMF), where the low-melting sheath activates under heat to bond with neighboring fibers while the high-melting core preserves fiber structure and length.
In an eccentric sheath-core fiber, the core is deliberately offset from center. Because the two polymers have different thermal shrinkage properties, this asymmetry generates a helical self-crimp when the fiber is heat-treated — producing a naturally crimped fiber without mechanical texturing. Eccentric sheath-core fibers are used extensively in high-loft nonwovens for bedding, insulation fill, and cushioning.
2. Side-by-Side (S/S)
In side-by-side bicomponent fibers, the two polymers are arranged as two distinct lobes running the full length of the fiber — like two cylinders bonded along their length. This configuration produces strong differential shrinkage when heated, generating a highly consistent 3D helical crimp. Side-by-side fibers are valued in applications requiring excellent bulk, softness, and elasticity, such as premium fiberfill, high-loft nonwovens, and performance textiles.
3. Islands-in-the-Sea (I/S)
Islands-in-the-sea (I/S) bicomponent fiber consists of multiple thin “island” filaments of one polymer embedded within a continuous “sea” matrix of a second polymer. After the bicomponent fiber is formed and processed into a fabric, the sea polymer is dissolved away using a solvent, leaving behind an array of ultra-fine filaments — often in the nanometer to sub-micron diameter range.
This process is the primary industrial route to producing microfibers and nanofibers at commercial scale. Islands-in-the-sea bicomponent fiber technology enables the manufacture of ultra-fine fiber products including high-performance synthetic suede (such as Alcantara), high-efficiency filtration media, and advanced medical textiles. The sea polymer is typically selected for easy dissolution — PVA (polyvinyl alcohol) is commonly used as the sea in water-soluble I/S systems.
4. Segmented Pie (Citrus Cross-Section)
Segmented pie bicomponent fibers have a cross-section divided into alternating wedge-shaped segments of two polymers — resembling the slices of an orange or pie. After fabric formation, mechanical action (hydroentanglement, needlepunching) or chemical treatment separates the segments, splitting each fiber into multiple ultra-fine fibers with triangular cross-sections.
The resulting microfibers have a very high surface area, excellent wicking and moisture management, and exceptional softness. Segmented pie bicomponent fibers are widely used in synthetic suede, high-performance sportswear, wiper fabrics, and filtration textiles.
5. Other Configurations
Beyond the four primary architectures, specialized bicomponent fiber designs include tipped trilobal (for enhanced light reflection and silk-like aesthetics), hollow configurations (for thermal insulation and reduced weight), and multi-island variants with dozens or even hundreds of island filaments per fiber cross-section. As fiber engineering advances, new cross-sectional geometries continue to emerge for specialized technical applications.
Fiber Type | Key Characteristics & Primary Applications |
Sheath-Core (Concentric) | Thermal bonding (LMF), uniform surface chemistry, soft-touch nonwovens, hygiene, automotive |
Sheath-Core (Eccentric) | Self-crimping, high-loft nonwovens, fiberfill, bedding, insulation |
Side-by-Side | Strong self-crimping, bulk & elasticity, premium fiberfill, performance textiles |
Islands-in-the-Sea | Ultra-fine / nano fibers after sea dissolution, synthetic suede, high-efficiency filtration, medical |
Segmented Pie | Splittable microfibers, synthetic suede, sportswear, wipers, filtration |



