
Polyester Staple Fiber Manufacturing Process: Complete Guide — From Raw Material to Finished Fiber
Polyester staple fiber (PSF) is the world’s most produced synthetic fiber, consumed in billions of kilograms annually across fill, nonwoven, spinning, and technical applications. Yet the production process that converts raw petroleum-derived chemicals — or post-consumer plastic bottles — into the soft, white, crimped fiber bales that manufacturers worldwide depend on is rarely explained in a way that is practically useful for buyers, sourcing professionals, and product developers.
Understanding how PSF is made matters commercially. The production process determines fiber properties: the draw ratio during extrusion sets tensile strength; the crimp engineering determines loft and resilience; the silicone finish level controls anti-clumping behavior; the spinneret cross-section geometry determines whether the result is hollow, solid, microfiber, or conjugate fiber. Knowing this connection between process and property allows buyers to specify fiber more accurately, evaluate suppliers more rigorously, and understand why two fibers of the same denier from different manufacturers can perform very differently.
This guide covers the complete PSF manufacturing process from first principles — both the virgin production pathway (PTA and MEG → PET polymer → fiber) and the recycled production pathway (post-consumer PET bottles → flakes → fiber), the engineering decisions at each production stage and how they affect fiber quality, the specialty grades produced by process variations, quality control parameters, and the global production landscape.

PSF Terminology: What Polyester Staple Fiber Is Called
Polyester staple fiber appears under many names in trade, specification sheets, and product marketing — all referring to the same fundamental product category. Understanding these terms eliminates confusion in sourcing and specification:
| Term or Abbreviation | Context and Meaning |
| PSF | Polyester Staple Fiber — the standard industry abbreviation used globally in trade, specifications, and contracts. The broadest term covering all types. |
| Fiberfill / Poly-fil | Consumer and home textile trade terms for PSF used as fill material in pillows, duvets, stuffed toys, and upholstery. Same fiber, consumer-facing language. |
| Polyester fiber fill | The fill application description — emphasizes the use rather than the chemical identity. Common in retail and consumer product specifications. |
| Hollowfill / Hollofil | Trade names originally from DuPont for hollow cross-section PSF. ‘Hollofil’ is a registered DuPont brand; ‘hollowfill’ is the generic description. Both refer to hollow PSF for fill applications. |
| HCS fiber | Hollow Conjugated Siliconized fiber — the premium fill fiber specification combining hollow cross-section (H), conjugate spiral crimp (C), and silicone surface finish (S). VNPOLYFIBER’s core product. |
| Dacron | DuPont’s registered trade name for polyester fiber, historically important and still used colloquially for high-quality polyester fill. Not a generic term — DuPont/Invista owns the trademark. |
| Synthetic down / down alternative | Marketing description for premium PSF fill products positioned as alternatives to natural down. The fiber is still PSF — the positioning describes the application experience. |
| Recycled PSF / rPSF | Post-consumer recycled polyester staple fiber — the same fiber chemically but produced from recycled PET bottle feedstock. GRS-certified grades verified for recycled content claim. |
| LMF / bico fiber | Low-Melt Fiber / bicomponent fiber — a specialty PSF with a sheath-core construction where the sheath polymer melts at a lower temperature than the core. Used as a thermal bonding agent in nonwoven production. |
| Microfiber | PSF with individual filament denier below 1.0 dpf (denier per filament) — finer than standard fiber, producing softer fabrics and more precise nonwoven structures. |
The Two Production Pathways: Virgin vs Recycled PSF
All polyester staple fiber begins as PET (polyethylene terephthalate) polymer — but there are two distinct pathways to reach that polymer, and the choice between them determines the fiber’s sustainability profile, cost structure, and raw material supply chain:
| Stage | Virgin PSF Production | Recycled PSF Production (rPSF) |
| Raw material input | Purified terephthalic acid (PTA) + monoethylene glycol (MEG) — both petroleum-derived. Or PET chips from direct polymerization. | Post-consumer PET bottles (the dominant feedstock) or PET textile waste (emerging). Processed to PET flakes or rPET chips. |
| Feedstock processing | PTA and MEG are directly fed to the polymerization reactor. No prior processing of the feedstock required. | PET bottles → collection → sorting → washing → shredding → PET flakes. Optional: SSP (solid-state polymerization) to restore IV. |
| Polymer production | PTA + MEG → esterification → polycondensation → PET polymer melt (or chips). Intrinsic viscosity (IV) controlled precisely during polymerization. | PET flakes or rPET chips melted in extruder. IV may be slightly lower than virgin depending on recycling process quality. |
| Fiber spinning | PET melt → spinneret → filaments → drawing → crimping → cutting. Identical downstream process as recycled pathway. | rPET melt → spinneret → filaments → drawing → crimping → cutting. Same process as virgin from this stage onward. |
| GHG emissions | ~5.0–6.0 kg CO₂e per kg fiber — full fossil feedstock polymerization energy. | ~1.5–2.5 kg CO₂e per kg fiber — 60–70% lower. No virgin polymerization energy required. |
| Certification | No sustainability certification applicable to virgin production itself. | GRS (Global Recycled Standard) chain-of-custody certification verifies recycled content from flake to finished fiber. |
| Colour consistency | Excellent — precise control of raw polymer IV, colour, and additive levels. | Slightly lower batch-to-batch — dependent on input flake consistency. Premium clear-bottle feedstock produces most consistent results. |
The critical process insight: once the PET polymer melt enters the spinneret, the production process for virgin and recycled PSF is essentially identical. The same machines, the same drawing, the same crimping, the same cutting — the only upstream difference is the polymer source. This is why recycled PSF can achieve performance so close to virgin: the fiber-forming steps are the same. The differences are in the input polymer quality, not the fiber production process itself.
Stage 1 (Virgin): PTA + MEG Polymerization
For virgin PSF production, the first stage is chemical synthesis of PET polymer from its two monomer building blocks. This happens in two sequential chemical reactions:
Esterification
PTA (purified terephthalic acid) and MEG (monoethylene glycol) are combined in a reactor at 240–260°C and atmospheric pressure. The two monomers react to form BHET (bis-hydroxyethyl terephthalate) — the primary ester intermediate — plus water, which is continuously removed to drive the reaction toward completion. This esterification reaction is typically continuous in modern large-scale plants, with residence time of 2–4 hours.
Polycondensation
The BHET intermediate undergoes polycondensation at 270–285°C under progressively increasing vacuum (typically reaching <1 mbar absolute pressure at the final reactor stage). Under vacuum, the growing polymer chains release MEG as a by-product — which is continuously removed, driving chain elongation. The degree of polymerization — measured as intrinsic viscosity (IV) — is controlled by residence time, temperature, catalyst (antimony trioxide is the traditional catalyst; titanium-based catalysts are growing as a cleaner alternative), and the final vacuum level.
Target IV for fiber-grade PET is typically 0.60–0.65 dL/g for standard PSF applications — high enough for adequate tensile strength in fiber form, but not as high as the 0.72–0.82 dL/g needed for bottle-grade PET. Higher IV requires longer polycondensation time and is not necessary for most PSF applications.
The finished polymer melt can be processed directly as melt (conveyed molten to the spinning machines) in fully integrated plant designs, or solidified into PET chips by extrusion through a strand die, water cooling, and strand cutting — producing the familiar translucent PET chip that can be stored and transported before re-melting for fiber spinning.
Stage 1 (Recycled): PET Flake and rPET Chip Preparation
For recycled PSF production, the first stage replaces chemical polymerization with mechanical processing of post-consumer PET bottles into a form suitable for melt spinning. This process is covered in full detail in the companion article ‘PET Bottle to Recycled Fiber: The Complete Supply Chain Guide.’ The key parameters for fiber producers evaluating recycled feedstock quality:
- Intrinsic viscosity (IV): Target 0.70–0.82 dL/g for fiber-grade. IV decreases slightly during mechanical recycling due to hydrolytic degradation in washing — the extent of reduction depends on washing conditions and flake quality. SSP (solid-state polymerization, heating flakes in nitrogen at 200–220°C) can restore IV toward virgin levels.
- Colour (CIE L and b values): L >75 for premium white fiber production from clear bottle flake. Lower L values (greyish or off-white flake) limit achievable fiber whiteness and restrict dye colour range.
- Contamination: PVC contamination below 10 ppm critical — trace PVC degrades at PET processing temperatures and creates black speck defects in fiber. Total non-PET contamination below 300 ppm for fiber-grade.
- Moisture: Below 0.5% at processing — residual moisture causes hydrolytic chain scission during melt extrusion, further reducing IV and causing processing instability.
Stage 2: Melt Extrusion and Fiber Spinning
Whether from virgin PET chips or recycled rPET chips/flakes, the fiber spinning process begins with melting the polymer and extruding it through precision spinnerets. This stage is the most critical in determining the fiber’s cross-sectional geometry and the initial molecular orientation of the filaments.
Drying
PET is hygroscopic — it absorbs moisture from the atmosphere — and residual moisture in the chips or flakes causes hydrolytic degradation during melt processing, reducing IV and generating acetaldehyde (AA) and other degradation products. Chips and flakes must be dried to below 30–50 ppm moisture content before extrusion. Standard drying uses a dehumidified hot-air dryer at 160–180°C with residence time of 4–6 hours. For rPET flakes, which have absorbed more moisture during washing, more careful drying control is required than for virgin chips.

Melt Extrusion
Dried chips enter a single-screw or twin-screw extruder — a rotating screw within a heated barrel that conveys, melts, and pressurizes the polymer. The screw profile (compression ratio, L/D ratio, mixing elements) is optimized for PET — generating sufficient shear heat and mechanical mixing to produce a uniform melt at 270–290°C without overheating (which causes polymer degradation). The polymer melt is filtered through progressively finer filter packs (typically 20–40 micron final filtration) to remove solid contaminants before reaching the spinneret.
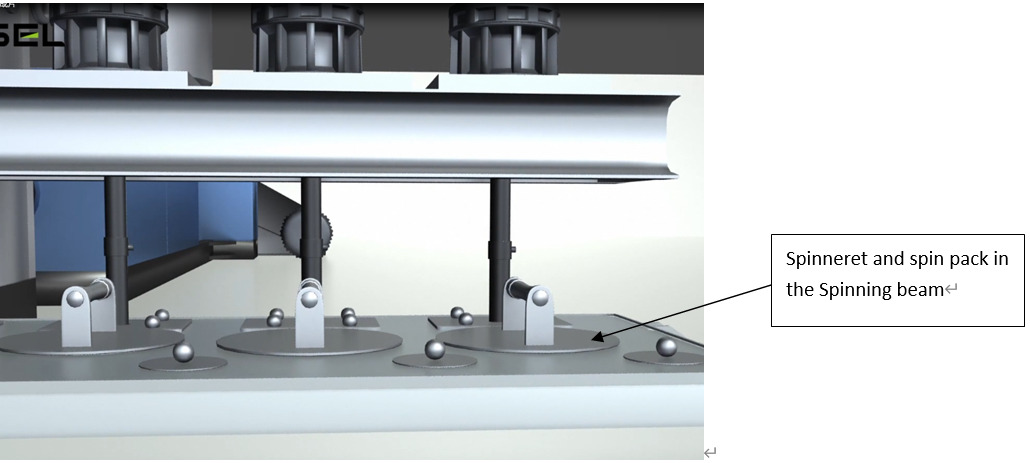
Spinneret Design: Where Cross-Section Is Determined
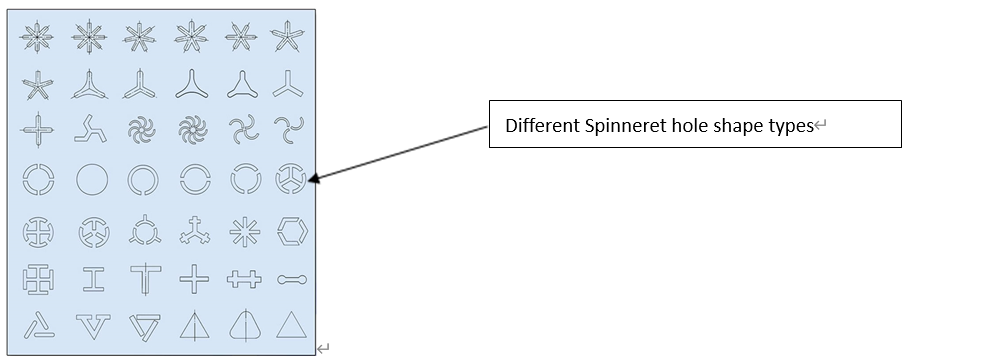
The spinneret is the precision-engineered metal plate through which molten polymer is extruded to form filaments. Each spinneret contains thousands of precisely drilled holes — the geometry of each hole determines the cross-section of the resulting filament. This is the stage where the fundamental fiber type is determined:
| Fiber Type | Spinneret Hole Geometry | Cross-Section and Properties |
| Solid round (standard) | Circular hole | Round solid cross-section. Standard for spinning applications, technical fiber. Dense, smooth surface. |
| Hollow fiber | C-shaped, H-shaped, or multi-void geometry | Air channel within fiber — lightness, warmth without weight. Standard for fill applications. |
| HCS (Hollow Conjugated Siliconized) | C-shaped + bicomponent flow channel | Hollow cross-section + conjugate spiral crimp (from bicomponent differential shrinkage). The premium fill fiber cross-section. |
| Trilobal | Y-shaped or delta triangle | Three lobes create capillary channels for moisture wicking. Used in moisture management sportswear fiber. |
| 4DG (Four deep groove) | Four-arm cross) | Four deep channels for exceptional capillary wicking. Original DuPont CoolMax cross-section. |
| Microfiber | Very fine circular holes | Filament denier below 1.0 dpf. Finer than human hair. Produces softer fabrics, more precise nonwoven structures. |
| Bicomponent (sheath-core) | Concentric ring geometry | Two polymer streams fed separately to spinneret — outer sheath (lower melting LMF copolymer) and inner core (standard PET). The LMF binder fiber for thermal bonding. |
| Side-by-side bicomponent | Two adjacent channel geometry | Two polymer streams side by side. Differential shrinkage between components creates 3D helical crimp — the conjugate crimp of premium HCS fiber. |
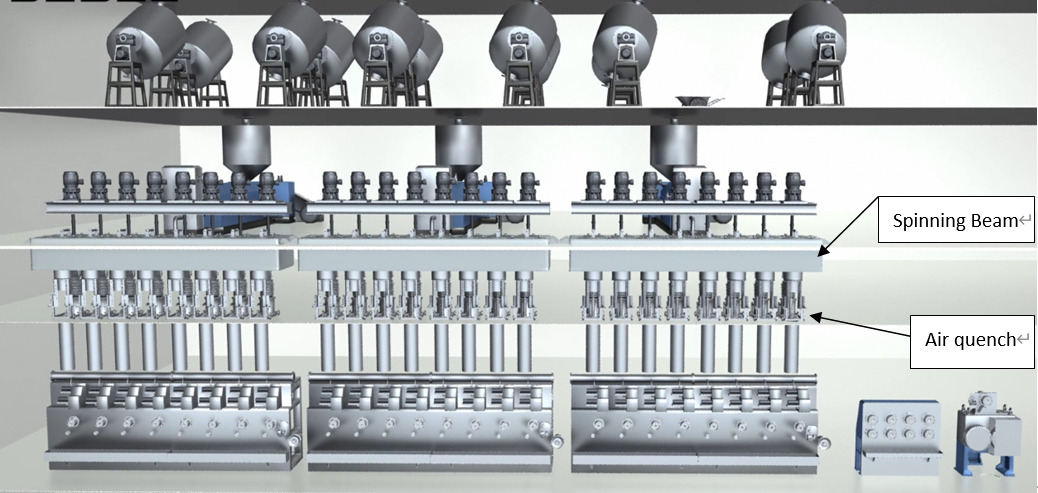
Quenching
Molten filaments emerging from the spinneret are immediately cooled by a cross-flow or radial quench air system. The quench air temperature, velocity, and humidity control the rate of solidification — which determines the degree of molecular orientation in the as-spun filament and the uniformity of filament properties across the spinneret width. Faster quenching produces higher molecular orientation and a more crystalline structure; slower quenching produces a more amorphous, easily drawable filament.
For bicomponent side-by-side filaments (used in conjugate crimp HCS production), precise control of the differential cooling of the two polymer streams is critical — differential shrinkage as the two components solidify begins to induce the spiral deformation that becomes the conjugate crimp in later processing.
Take-Up and Winding (or Tow Collection)
For large-scale tow-based PSF production (the dominant commercial method), thousands of filaments from multiple spinnerets are collected together into a large tow bundle (containing millions of individual filaments) that is deposited in a tow can or wound onto a tow beam for transport to the drawing stage. For small-scale or specialty production, filaments may be wound directly onto bobbins as POY (partially oriented yarn) for further processing.
Stage 3: Drawing — Developing Fiber Strength
Drawing is the most important process step for determining the mechanical properties of PSF. The as-spun tow has low strength and high elongation — the polymer chains are not yet aligned along the fiber axis and are in a partially amorphous, disorganized state. Drawing stretches the tow to 3–5 times its extruded length, forcing polymer chains to align parallel to the fiber axis and crystallize in that aligned orientation — dramatically increasing tensile strength and reducing elongation to practical textile values.
Drawing is performed between two sets of godets (heated rollers) rotating at different speeds — the speed differential creates the drawing tension. Draw temperature (typically 80–100°C first stage; 110–130°C second stage) is carefully controlled — too cold and the fiber draws unevenly (producing ‘necking’ defects); too hot and the polymer over-crystallizes and becomes too brittle. Most commercial PSF uses a two-stage draw to achieve uniform drawing across the tow width.

Draw Ratio and Its Effect on Fiber Properties
| Draw Ratio | Effect on Fiber | Application Impact |
| Low (2.5–3.0×) | Lower tenacity; higher elongation; softer, more pliable fiber | Preferred for fill applications where softness and loft matter more than strength |
| Medium (3.0–3.5×) | Balanced tenacity and elongation; standard apparel and home textile grade | Standard specification for most PSF applications — spinning, nonwoven, fill |
| High (3.5–4.5×) | Higher tenacity; lower elongation; stiffer, stronger fiber | Preferred for spinning into strong yarns; industrial nonwoven; technical applications |
| Very high (4.5–6.0×) | Maximum tenacity; minimum elongation — approaches high-tenacity territory | Specialty technical fiber; geotextile grade; high-strength nonwoven substrate |

Stage 4: Crimping — Adding Bulk, Loft, and Spinnability
Crimping adds a repeating wave or spiral deformation to the drawn fiber — transforming a straight, slippery filament into a fiber that interlocks with adjacent fibers, provides bulk and loft in fill applications, and coheres into a yarn in spinning. Without crimp, PSF would be smooth and slippery — it could not be spun into yarn on cotton-system machinery, and it would pack flat in a pillow rather than providing springy loft.
Two fundamentally different crimping methods are used commercially, producing very different crimp structures with different performance profiles:
Mechanical Crimping (Stuffer Box)
The drawn tow is fed into a stuffer box crimper — a device where the tow is compressed against a resistance plate, causing the filaments to buckle and fold in a zigzag pattern under the compression force. The resulting mechanical crimp is a two-dimensional zigzag waveform. Mechanical crimp is the standard for most solid PSF used in spinning and technical applications. The crimp frequency (crimps per centimetre) and crimp amplitude are controlled by feed speed, stuffer box pressure, and temperature.
Limitation of mechanical crimp: it is not permanently set into the polymer crystal structure — under sustained compression (as in a pillow that is slept on repeatedly), the mechanical crimp slowly relaxes, and the fiber loses some of its initial bulk. This is why solid mechanically crimped fiber is less suitable for premium fill applications than conjugate-crimped HCS fiber.

Conjugate Crimping (3D Spiral — HCS Fiber)
Conjugate crimp is produced by the bicomponent side-by-side spinneret design described in the spinning stage. Two PET polymer streams with slightly different intrinsic viscosities (and therefore slightly different shrinkage rates on cooling) are spun side by side. As the fiber is drawn and heat-treated, the differential shrinkage between the two components causes the fiber to coil into a permanent three-dimensional helical spiral — like a tiny coil spring.
This conjugate crimp is geometrically locked into the fiber’s crystal structure by heat setting during drawing — it cannot be removed by compression alone. When a pillow with HCS fiber fill is compressed during sleep, the conjugate crimp deforms elastically and springs back when pressure is released, restoring full loft. This loft recovery performance is the defining commercial advantage of HCS over solid mechanically-crimped fill fiber and the reason premium pillow fill universally specifies HCS rather than solid fiber.
The performance difference between HCS conjugate-crimped fill fiber and standard solid mechanically-crimped fill fiber is significant and measurable. A pillow filled with premium HCS fiber will recover 85–95% of its original loft after compression testing through 5,000 compression-recovery cycles. An equivalent pillow with solid mechanically-crimped fiber typically recovers 60–75% of original loft after the same test — a difference consumers experience as the pillow going flat after weeks of use.
Stage 5: Finishing — Surface Treatment
After crimping, the tow is treated with a liquid finish (also called spin finish or fiber finish) applied by immersion or spray before cutting. The finish determines the fiber’s surface behavior — friction with other fibers and with processing machinery, static electricity management, and in fill-grade fiber, anti-clumping and softness. There are three main finish types for PSF:
- Spin finish (for spinning grades): A lubricant package reducing fiber-to-fiber and fiber-to-metal friction to allow smooth processing on ring spinning frames and open-end rotors. Must control static without leaving oily residues that would stain fabric. Typically 0.1–0.3% finish pickup.
- Non-siliconized finish (for standard fill): A light finish providing basic lubrication without silicone. Produces fiber that is softer than unfinished but will clump more than siliconized grades over time. Budget fill applications.
- Siliconized finish (HCS premium fill): A silicone emulsion applied to the fiber surface — typically 0.3–0.8% silicone pickup. The silicone coating dramatically reduces fiber-to-fiber friction, preventing adjacent fibers from tangling and clumping together within the pillow shell. This anti-clumping behavior allows fill to redistribute freely with body movement, maintaining loft. The silicone finish is what transforms HCS fiber from a good fill fiber to a premium, long-lasting fill fiber. Higher silicone level = more slippery = better anti-clump performance but potentially slightly more difficult to process in filling machines.
Stage 6: Cutting — Setting Staple Length
The continuous crimped, finished tow is cut into discrete short-length fibers — the ‘staple’ that gives polyester staple fiber its name. The staple length is set by the cutting machine (a rotary blade cutter or guillotine cutter) and must be precisely matched to the downstream application:
| Staple Length | Target Applications | Reason for This Length |
| 6–19 mm | Concrete reinforcement; wet-laid nonwoven | Ultra-short for mixing into concrete or water slurries. Far outside textile processing range. |
| 25–32 mm | Cotton-system spinning (short staple) | Matches natural short-staple cotton fiber length. Processable on cotton ring frames and OE rotors. |
| 32–38 mm | Cotton-system spinning (medium) | Standard range for most cotton-system PSF spinning globally. Most commercial spun PSF. |
| 38–51 mm | Fill applications; standard nonwoven | Fill fiber: longer staple provides better loft and cohesion in pillow and wadding applications. Also standard for carding-based nonwoven. |
| 51–64 mm | Premium fill; needlepunch nonwoven | Premium HCS fill: longer fiber interlocks better for loft retention. Standard for needlepunch where longer fiber provides better needling performance. |
| 64–76 mm | Heavy nonwoven; geotextile; technical | Longer staple for heavy-weight needlepunch geotextile — better fiber entanglement at needle loom. |
| 76–102 mm | Worsted spinning; specialty | Matches worsted wool processing system. Specialty long-staple PSF for wool-blend yarns. |

Stage 7: Relaxation and Baling
After cutting, the staple fiber passes through a relaxation oven — a heated chamber where the fiber is held at 120–140°C without tension for a controlled residence time. This relaxation heat-sets the crimp permanently into the fiber structure, stabilizes the molecular orientation developed during drawing, and removes internal stresses that could cause dimensional changes during downstream processing or end use.
Relaxed fiber is then baled by a hydraulic baler into dense bales — the standard shipping format for PSF. Standard bale weight is 200–230 kg for most commercial PSF, compressed to approximately 0.8–1.0 m³. Bales are wrapped in polypropylene fabric or polyethylene film and strapped with steel or PP bands. Each bale is labeled with product specification (denier, staple length, fiber type, lot number), weight, country of manufacture, and any applicable certifications (GRS lot number, OEKO-TEX certificate number).
Stage 8: Specialty Grade Production — Process Modifications
Beyond standard white PSF, several specialty grades require specific process modifications at particular production stages:
Dope-Dyed (Solution-Dyed) PSF
Color masterbatch — pigment or dye dispersed in a PET carrier polymer — is added to the polymer melt before extrusion at the spinning stage. The colorant is distributed uniformly throughout the fiber cross-section and is permanently locked into the polymer structure. The resulting dope-dyed fiber has exceptional wash fastness (the color cannot wash out because it is inside the fiber, not on the surface) and outstanding UV resistance (photo-degradation of surface-applied dyes is eliminated). Standard dope-dyed grades: black (carbon black masterbatch), solid colors (organic pigments). Dope-dyed PSF is the preferred specification for automotive nonwoven, outdoor furniture fill, and any application where color must be retained through years of UV exposure and repeated laundering.
Low-Melt Bicomponent Fiber (LMF)
LMF production requires a dual-component spinneret system where two polymer streams — a standard PET core and a lower-melting co-PET (copolyester with modified melting point of 110–130°C) sheath — are fed separately and merged in the spinneret to produce a sheath-core filament. The resulting fiber is crimped and cut normally, but its surface (the sheath) melts at temperatures well below the standard PET melting point. When LMF is blended with standard HCS or solid PSF in a through-air bonding oven at 130–160°C, the sheath melts and bonds the structural fibers at their crosspoints while the PET cores remain intact — producing a coherent, lofty nonwoven wadding without any chemical binder.
Hollow Conjugated Siliconized (HCS) — Premium Fill Grade
HCS fiber combines three process modifications from the standard solid PSF production: the hollow cross-section from the C-shaped or 4-void spinneret; the conjugate 3D spiral crimp from the side-by-side bicomponent differential shrinkage mechanism; and the silicone surface finish from the liquid application stage. Each modification adds cost and process complexity relative to standard solid fiber — the combination produces the most expensive but also the highest-performing PSF fill grade available.
Microfiber PSF
Microfiber PSF uses very fine spinneret holes (diameter 0.1–0.2 mm, versus 0.3–0.4 mm for standard fiber) to produce filaments below 1.0 denier per filament. The melt viscosity must be lower (lower IV or higher processing temperature) to allow the melt to flow through finer holes without excessive back-pressure. Drawing is typically more aggressive (higher draw ratio) to achieve adequate tenacity from the finer filaments. The resulting microfiber staple has a noticeably different texture — softer, finer, with more fibers per unit weight — that produces correspondingly softer and more uniform fabrics and nonwovens.
Quality Control Parameters
Commercial PSF quality is characterized and controlled through standardized measurement of the following parameters at each production stage:
| Parameter | Typical Specification | Measurement and Significance |
| Denier (dpf) | Per specification ±5% | Linear density of individual filament in denier. Measured by weighing a known length. Determines fiber fineness and fabric character. |
| Tenacity | 3.5–7.0 cN/dtex depending on grade | Tensile strength measured on single fiber or bundle. Determined by draw ratio and polymer IV. |
| Elongation at break | 20–50% depending on grade | % extension at fiber break. Higher draw ratio = lower elongation. Balance with tenacity for application. |
| Crimp frequency | 8–14 crimps/25mm (mechanical); varies for conjugate | Number of crimp repeats per unit length. Affects bulk, cohesion, and spinnability. |
| Crimp stability | >75% retention after boiling water treatment | Percentage of initial crimp retained after stress — indicates permanence of crimp set. |
| Moisture content | <0.5% (bale level) | Excess moisture causes quality problems downstream. Measured by oven drying or Karl Fischer. |
| Finish level | 0.1–0.8% depending on type | Percent finish on fiber. Measured by solvent extraction. Controls processing behavior. |
| Whiteness (CIE) | L>80, b<3 for white grades | CIE color measurement of fiber whiteness. Key for white fill and dyeable spinning grades. |
| Intrinsic viscosity (IV) | 0.60–0.70 dL/g (standard); higher for HT | Polymer chain length indicator. Determines melt behavior and maximum achievable tenacity. |
| Oil/contamination | <50 ppm non-fiber content | Foreign contamination in bale. Measured by extraction. Critical for food-contact adjacent applications. |
Global PSF Production: Geography and Scale
PSF is produced on every continent, but production is overwhelmingly concentrated in Asia — specifically China, which accounts for approximately 70% of global PSF production capacity. Understanding the global production landscape is commercially important for buyers evaluating their supply chain geography and risk.
- China (dominant): Approximately 15–18 million tonnes per year of PSF production capacity — the world’s largest by far. Major producers include Tongkun Group, Xinfengming Group, Jiangnan High Fiber, Rongsheng Petrochemical, Hengli Petrochemical, and many others. China’s dominance reflects the co-location of PTA/MEG production, PET chip production, and fiber spinning in integrated complexes in Zhejiang, Jiangsu, Fujian, and Sichuan provinces.
- India: Second largest globally — approximately 2–3 million tonnes capacity. Dominated by Reliance Industries (Recron brand) and Indorama Ventures India. Strong in both virgin and recycled PSF.
- Southeast Asia (Vietnam, Indonesia, Malaysia, Thailand): Growing production base, particularly for recycled PSF from regional PET bottle collection streams. VNPOLYFIBER’s manufacturing network spans this region, providing supply flexibility and proximity to key Asian textile markets.
- Rest of Asia (Taiwan, South Korea, Indonesia): Established producers with strong technology and quality credentials. Taiwan and Korean producers typically focus on specialty and higher-value grades.
- Rest of World: USA (Nan Ya, DAK Americas), Brazil (M&G/Alpek), Turkey, and European producers serve regional markets but are not globally cost-competitive against Asian production for standard grades.
VNPOLYFIBER sources from certified manufacturing partners across China, Vietnam, Malaysia, Thailand, and Indonesia — providing buyers with supply chain diversity, regional proximity benefits, and the ability to source both virgin and GRS-certified recycled PSF grades with full certification documentation from a single supplier relationship.
Conclusion: Process Understanding Enables Better Specification
The polyester staple fiber manufacturing process — whether virgin or recycled — is a sequence of precisely engineered decisions, each of which leaves a measurable imprint on the finished fiber’s properties. The draw ratio determines strength. The spinneret geometry determines cross-section and whether the fiber is hollow, solid, trilobal, or bicomponent. The crimping method determines whether the fiber has temporary mechanical crimp or permanent conjugate spiral crimp. The finish determines whether fill fiber clumps or flows freely in a pillow shell. The staple length determines which downstream process the fiber can feed.
For buyers and specifiers, understanding these process-property relationships transforms PSF specification from a passive exercise in copying competitor specifications into an active process of matching production parameters to application requirements. A buyer who understands that HCS’s loft recovery comes from conjugate crimp locked into the crystal structure — not from a surface treatment — will specify HCS correctly, test it appropriately, and not be misled by suppliers substituting mechanical-crimp solid fiber at a lower price.
VNPOLYFIBER’s technical team draws on direct manufacturing network relationships across Asia to translate the process knowledge in this guide into practical fiber specifications for our customers’ applications. Whether you are specifying fill fiber for a premium pillow, solid fiber for a needlepunch geotextile, LMF binder fiber for a thermal-bonded wadding, or dope-dyed fiber for an automotive nonwoven, we provide the fiber specification guidance and certification documentation needed to source correctly and confidently.



