What is the process for producing polyester staple fiber?
Below is the detailed step-by-step PSF production process:

Manufacturing process of polyester staple fiber
The manufacturing process for certain PSF may be divided into two discrete stages. The first stage of the process is polymer formation, which can vary depending on whether virgin (unprocessed chemicals) or recycled materials are being used. Polymer formation also varies depending on whether conjugate fiber or low-melt fiber is being produced. The second stage of the process, which is common to all certain PSF, is fiber formation, including stretching, cutting, and baling.
The manufacture of certain PSF from virgin materials begins by reacting ethylene glycol with either terephthalic acid or its methyl ester in the presence of an antimony catalyst. The reaction is carried out at a high temperature and in a vacuum to achieve the high molecular weights needed to form useful fiber. The mix is then sent through an esterification process before it is polymerized. Esterification is the chemical process of combining an acid with an alcohol to form an ester. If a blend of virgin and recycled materials is to be produced, the recycled material (usually in the form of polyester chips) is introduced at the esterification stage. After polymerization, the solid, molten plastic, which has a consistency similar to cold honey, must be heated and liquefied before it can be extruded. The liquid fiber-forming polymers are then extruded through tiny holes of a spinneret, a device similar to a showerhead, to form continuous filaments of semi-solid polymer. The denier of the fiber is controlled by the size of the holes on the spinneret. After extrusion, the semi-solid fibers are blasted with cold air to form solid fibers. This process is known as continuous polymerization.

In the first stage of production, conjugate PSF is produced using a double spinning process, either by direct spinning or batch spinning, unlike non-conjugate PSF, which requires a single spinning process. Whether direct or batch spinning, conjugate fibers are composed of a bipolymer blend of two different polyester polymers of different viscosities. One of the polymers shrinks more than the other, resulting in spiral-shaped crimps. Conjugate and non-conjugate are usually made on separate lines, and one line is not typically switched from one PSF type to another. However, the same employees are used to produce conjugate PSF and other types of certain PSF. After the conjugate PSF is extruded, the stretching, cutting, and baling are identical to those of other types of PSF.
The manufacture of regenerated PSF begins with the processing of the recycled materials. As reported in the original petition, regenerated certain PSF inputs can consist of a variety of different types of materials, including virgin first-quality chip, virgin off-spec chip, post-industrial (regenerated) pellet waste, post-industrial (regenerated) film waste, post-consumer bottles, post-consumer bottle flake, and miscellaneous post-industrial (regenerated) waste. Depending on the materials used, the recycled product is cleaned and either chipped or pelletized before being sent to the extruder. The recycled material is then melted to form molten polymers and sent through the spinneret to form continuous filaments of semisolid polymer. As with fiber from virgin materials, the polymer is then blasted with cold air to form solid fiber.
The second stage of production is common to fibers made from either virgin or recycled materials, including conjugate. The solid fiber is coated for the first time with an oil finish, usually only for internal use to facilitate further processing. The spun tow, as it is now known, is collected in a can to be stretched. The spun tow is sent over a creel and a series of “draw wheels” to orient the fiber molecules and strengthen the tow. Next, the tow is sent through a crimping machine, which imparts the fiber tow a two-dimensional, saw-tooth shape. The tow is then sent through an oven to heat-set the crimp. A second finish (usually silicone or some type of oil-based finish) may be added during this stage of the process, either before the fiber tow is crimped and heat-set or directly after, depending on the preference of the manufacturer.
Finally, the fiber tow is cut to length and baled.
The manufacturing processes for nonsubject PSF are similar to those for certain PSF types. Nonsubject PSF includes PSF of less than 3 denier, PSF for carpeting, and low-melt PSF, in addition to other products. These nonsubject forms of PSF may be manufactured on the same equipment and machinery used in the production of certain PSF. The production of PSF of less than 3 denier, commonly referred to as fine denier PSF, is controlled by the size of the holes on the spinneret. By using a spinneret with smaller holes, a production line can switch from heavier gauge PSF to finer denier; the other steps of the manufacturing process remain generally the same. PSF for carpeting has a higher denier than certain other PSF types and is produced using a spinneret with larger holes. To achieve luster in carpet fibers, manufacturers use a slightly different mix of raw materials. Finally, low-melt fiber is produced using a very similar process to conjugate fiber. Like conjugate fiber, low-melt fiber can be produced by both a direct spinning system and a batch system. Component polymers are forced through a Y-shaped extruder to form a single fiber. A chemical ingredient is added to make the outer sheath polymer subject to a lower melting point. The fiber is then stretched, cut, and baled.
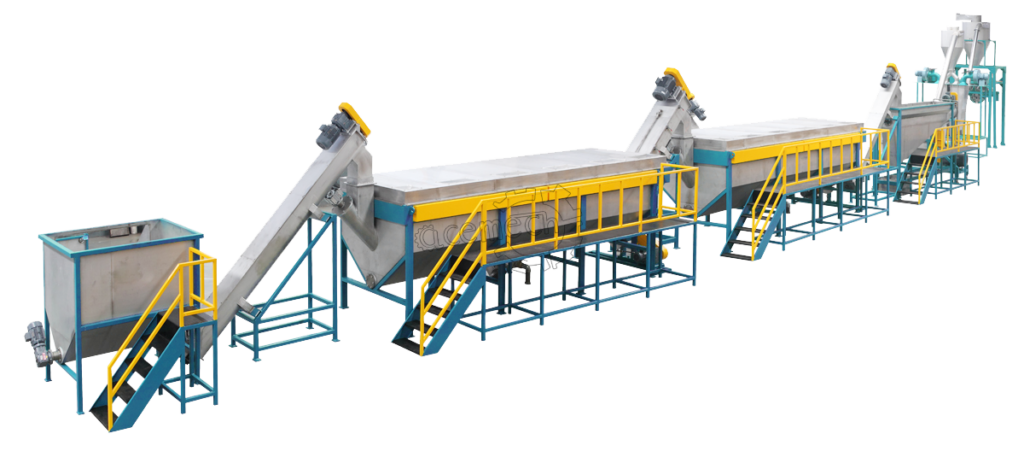
Wash and Dry—PSF Production Line
Pet flakes will be washed first when tons of pet bales are sent to the factory. Most of them have caps, plastic paper, etc.

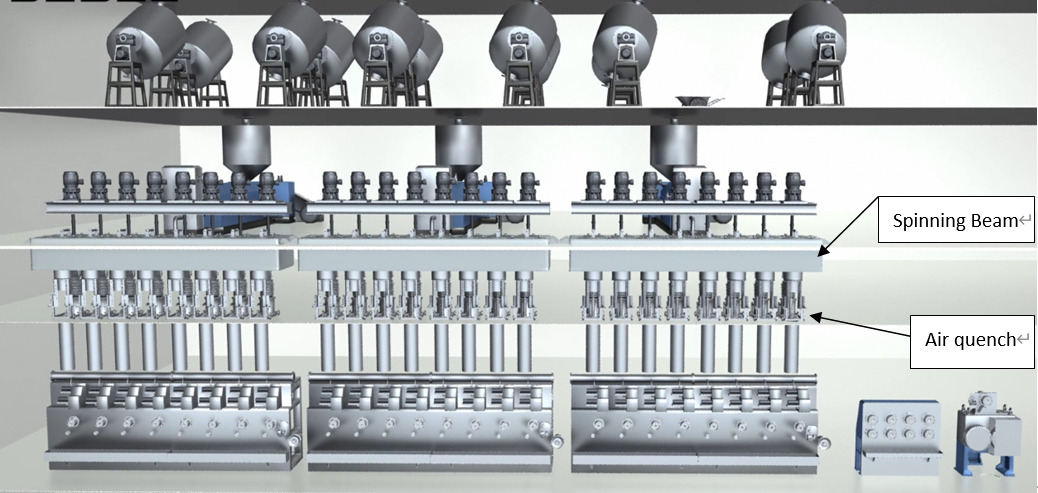
Extruder and Quenching—PSF Production Line
PET bottle flakes are fed into a screw extruder by melting, mixing, and filtering from a hopper after being heated and dried. The melted PET will go through a filter to remove the impurity, like PVC and other materials. The melt goes into a spin beam in which a specially designed distribution piping system guarantees the same dwell time and the same pressure drop for the melt to reach each spinning position.
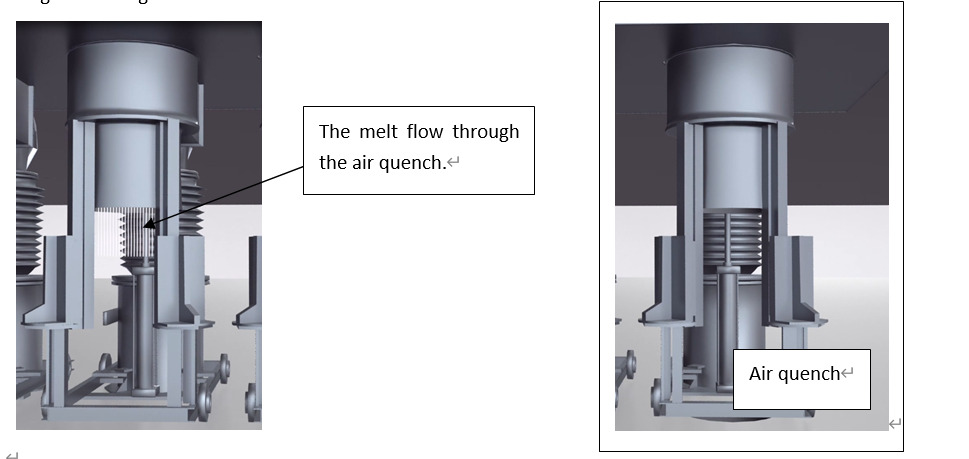
The melt becomes a small stream after being extruded from the spinneret’s micro-holes and is cooled and solidified by airflow after passing through a low-damping quenching process. The melt stream sprayed from the spinneret becomes a plastic-shaped monofilament in a very short time, and the structure is changed. This change is mainly influenced by the evenness of airflow velocity during quenching. Air temperature and velocity, control of the air-blowing gap, and steady airflow under high velocity are direct factors affecting yarn quality. Therefore, it requires stable, uniform, and adjustable airflow during quenching.
For producing hollow fiber, the spinning part is crucial because it determines the fiber’s shape and whether it is well conjugated and hollow.
When the high-temperature PET melt flows into the spinning beam. There are spinnerets inside the spin packs for hollow shape processing.
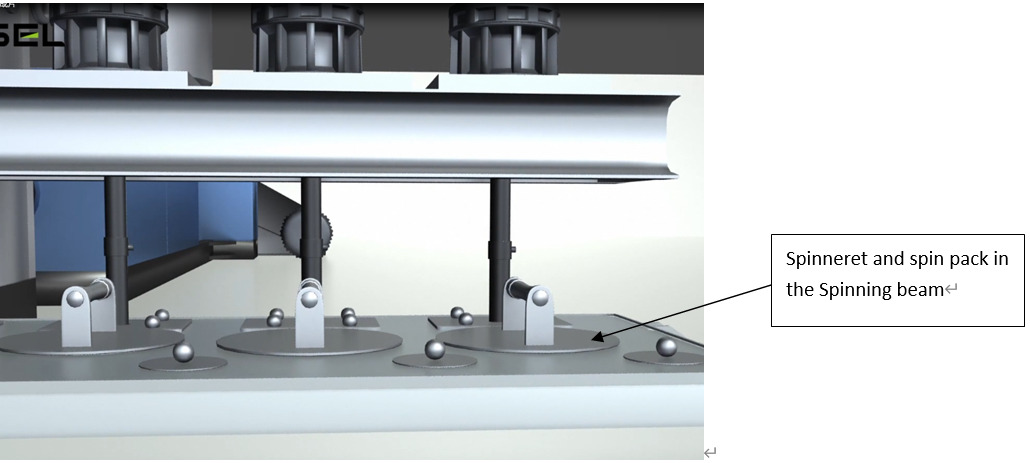
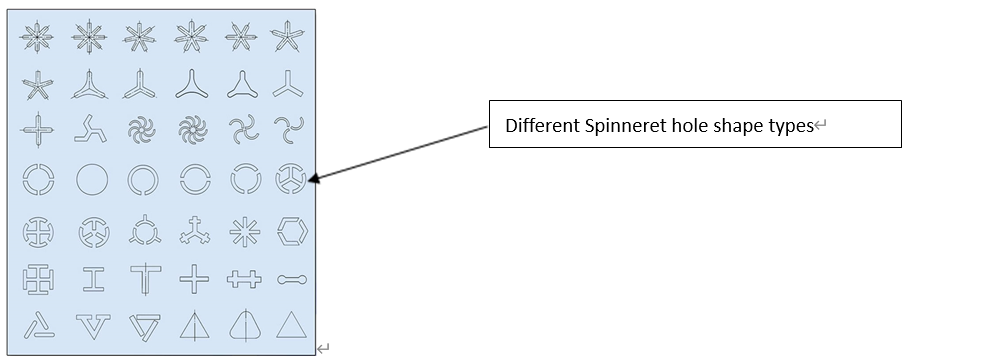
The melt flows out of the microholes of the spinning nozzles and form the dribble of the melt. The C-type hole on spinnerets helps form the hollowness of fiber.
Extrusive melt dribble is cooled evenly on the periphery of Tow after it flows through the Circular Quench Device; the inside is cooled lastly relative to the periphery, thus forming the conjugated fiber after stretching. This process needs fast cooling in a designed direction.

Winder—PSF Production Line
The cooled and solidified filaments are oiled and damped by an oiling device to increase the cohesion of the yarn, to improve the antistatic property of the yarn, to reduce the friction between the yarn and the yarn, to reduce the friction between the yarn and equipment, and to improve the after-treatment property of the yarn. After passing through the winder, the yarn from every position is guided by a godet roller to the end of the take-up unit and is entered into the drawing-off roller, then is fed into Tow Can by sunflower rollers. Six-roll drawing-off and sunflower wheels are driven by a synchronous motor. The engaged depth of two sunflower rollers is adjustable. The drawing-off and sunflower rollers are set to low speed for yarn string-up and easy operation. The spinning and take-up system is set with the collective communication system.

Can unit – PSF Production Line
The can-crossing unit is driven by A.C. motors, which realize the transporting change of the empty can, the reciprocating movement of the two cans, and the delivery of the laden cans. This unit has two kinds of control: manual (except for reciprocating movement) and automatic. When the tow can reach a certain weight by time setting, the programmable-control time counter gives off a signal, and then the reciprocating mechanism automatically moves the laden can to the center of the unit, and the delivery mechanism moves the laden can out, meanwhile moving the empty can for continuous tow collection. Then the tow in a can will be balanced and sent to the after-treatment process.
The second part is the finishing line; there are also five steps.

Creel stand – PSF Production Line
The two creels are arranged for 4 rows, in which two rows of them are put into use, and the other two rows are preparing. The rows in Tow Creel are divided into three sheets for drawing. The tow cable comes from the creel, is first guided by the tow guide frame, and then passes through a dip bath to split the tow sheets evenly with a certain width and thickness, ensuring a more even spin finish in the tow sheets before starting the drawing process.

Stretcher – PSF Production Line
The range uses two-stage drawing technology. The first drawing stage occurs between the first and second stretchers. The temperature of the draw bath is about 60°C to 80°C. The draft ratio of the first drawing stage is completed 80%–85%. The second drawing stage is located in the steam box chest, which is situated between the second stretcher and the third stretcher. The draft ratio of the second drawing stage is completed 15%-20%.

Stacker and crimper—PSF Production Line
After being cooled and oiled, the two sheets are sent into the tow stacker; 2 or 3 tow sheets are stacked into 1 tow sheet. The tilt angle of stacking rollers is adjustable for achieving the stacking process. The width of the tow sheet and the quality of stacking are especially important for crimping. After stacking, the two sheets are sent into the crimper through the tension control roller and steam preheating box. The tow sheet is crimped through squeezing to assure the excellent performance of fiber in a later process.

Relax and heating setter—PSF Production Line
After crimping, the toes spread to a chain board-type conveyor of a relaxing dryer. The towels are dried evenly by blowing forced air and then cooled down below glass temperature.

Baler/Packaging—PSF Production Line
After crimping, the toes spread to enable chain board-type conveying of the Relaxing dryer. The towels are dried evenly by blowing forced air and then cooled down below glass temperature. After drying, the tows are dragged to the upper floor for cutting by a tension stand, which also ensures that the tows remain even under tension as they are fed to the cutter in the tangential direction of the cutting reel. The toes are cut to a fixed length of staple using press cutting. After cutting, the cut fibers enter the baler chamber by gravity or through a conveyor for baling. The bale is then weighed, manually baled, labeled, and sent to storage by forklift.


@tonytan91 #polyesterstaplefibberpillow #psf #polyesterfiber #polyester