
Color Changing Fiber
Color-changing fibers are a kind of fiber with a special composition or structure that can automatically change color after being stimulated by external conditions, such as light, heat, moisture, or radiation. As a fiber solutions provider,
Typical Categories
Photochromic Fiber
“Photochromic fibers” refer to fibers whose color changes reversibly under sunlight, ultraviolet light, etc. Photochromic fibers are prepared by introducing photochromic substances into the fibers. Examples of organic photochromic materials include hydrazones, osazones, semicarbazones, anilines, disulfoxides, succinic anhydride, spiro compounds, and derivatives of stilbene, camphor, and o-nitrobenzyl. Taking spiropyrans (SPs) as an example, their photochromic reaction involves opening of the pyran ring under UV irradiation, as shown in the figure below. [1]
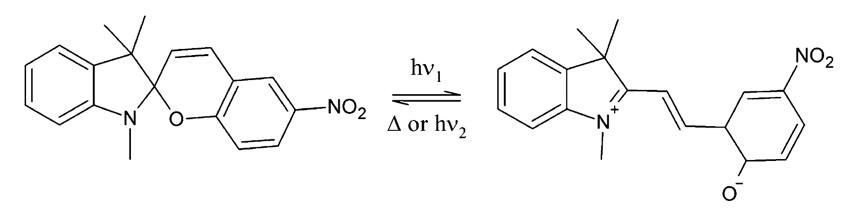
Photochromism of indolinospiropyrans: left, colorless; right, colored forms.
Thermochromic Fiber
Thermochromic fibers are those whose color changes with temperature. Similarly, thermochromic fibers can be produced by introducing thermochromic agents into fibers using filling and coating methods. Thermochromic polyvinylidene chloride (PVDC) fiber is a typical representative of this type of fiber.
Application and Research
Color-changing fibers primarily are used for application in sportswear, including mountaineering, skiing, swimming, skating, and life-saving clothing.
In the field of chemical research, photochromic fibers and thermochromic fibers still hold strong appeal. Introducing new photochromic or thermochromic substances to various fibers is one of the key research directions. Jimmy Nguyen et al. formulated liquid crystal (LC) into electrospun fibers to realize thermochromic fibers. Experiments indicate that coaxial electrospinning with LC and solvent in the core can preserve the thermochromic properties of LC, resulting in thermochromic fibers. As shown, the LC in the core was observed to change from red to blue when the fiber was heated. [2]
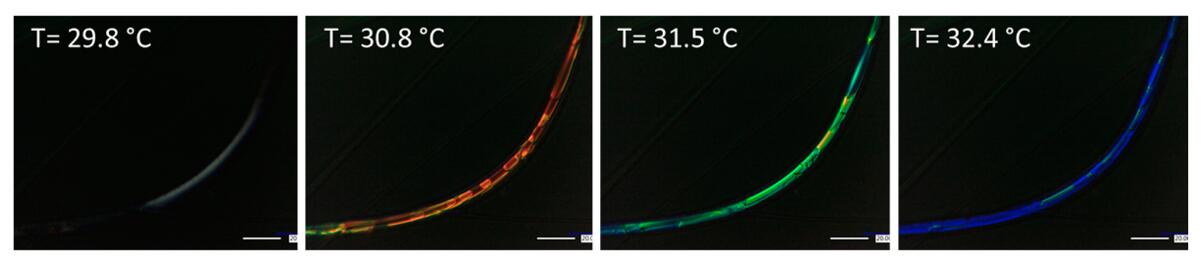
Polarizing microscopy of coaxial electrospun PVP shells under heating conditions.
Conductive Fiber
Classification
According to the conductive components, conductive fibers mainly include the following types:
- Metal fibers have good electrical conductivity, heat resistance, and chemical corrosion resistance, which can be mixed with conventional textile materials to make antistatic fabrics. But they have low cohesion, poor spinnability, and are expensive when made into high-fineness fibers.
- Carbon fibers have good electrical conductivity, heat resistance and chemical resistance. While they have high modulus, they lack toughness, are unable to bend, and have no heat shrinkage capability, resulting in a limited range of applications.
- Composite conductive fibers are obtained by compounding conventional fiber materials with conductive particles, such as carbon black and conductive metal compounds. Among them, the conductive metal compounds include Cu, Ag, Ni, and Cd sulfides, iodide or oxides. Compared with other types, they have better fiber-forming properties and long-lasting conductivity.
- Polymer materials are generally considered to be insulators until the successful development of polyacetylene conductive materials in the 1970s. Organic conductive fibers are mainly made of conductive polymers, which include polyacetylene, polyaniline, polypyrrole, polythiophene, etc. In addition, the adsorption of conductive polymers on the surface of ordinary fibers by chemical reactions is also an effective method to obtain organic conductive fibers.
Application and Research
- Antistatic Application
Static charges can lead to serious consequences, such as handling problems during textile processing, damage to sensitive electronic equipment, and ignition of flammable vapors and dusts in some environments. Conductive fibers are functional fibers with electron conduction as the mechanism and eliminate static electricity through electron conduction and corona discharge. The use of conductive fibers to prevent the generation and harm of static electricity has a wide range of environmental adaptability. - Anti-Electromagnetic Radiation
Electromagnetic shielding effects use conductive materials with low resistivity to reflect and guide electromagnetic currents, thereby reducing the radiation effect of the original electromagnetic field. For example, to improve the electrical conductivity, Jianhan Hong et al. used online polymerization coating technology to continuously prepare conductive polyparaxylylenediamine/polyaniline (PPTA/PANI) composite yarns to expand the application of PPTA fiber in the field of electromagnetic shielding. [1]
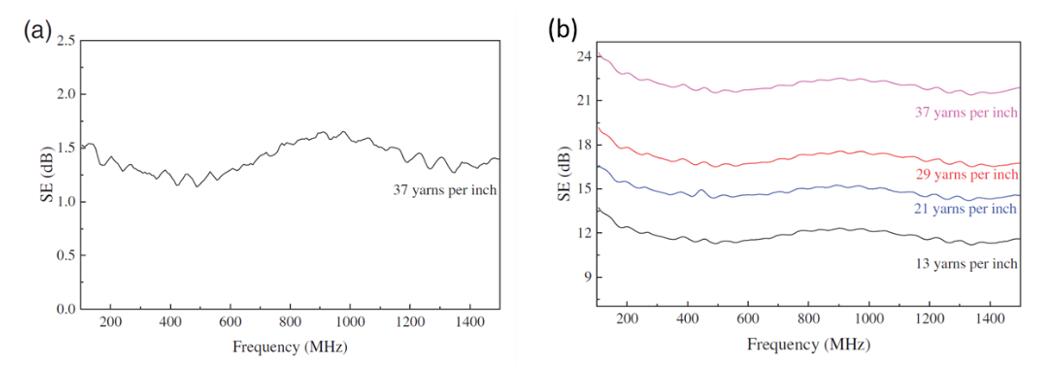
Electromagnetic SE for (a) PPTA and (b) PPTA/PANI yarn-reinforced composites.
- Sensor Application
The sensor textiles made of flexible conductive fibers using the principle of electronic sensors have the advantages of being light and easy to carry. LingyiLan et al. developed multifunctional fibers with high stretchability and electrical conductivity. The prepared multifunctional fibers have various sensing properties and can be fabricated into flexible electrochemical sensors and ultrasensitive pressure sensors. In addition, the researchers fabricated a fiber-like stretchable triboelectric nanogenerator for harvesting raindrop energy from the environment. [2]
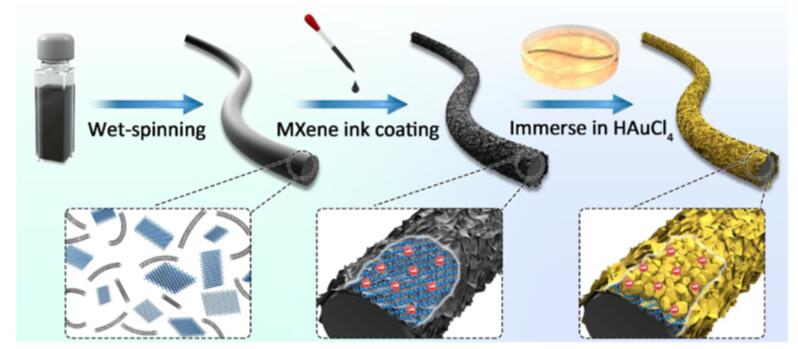
The fabrication process for stretchable and conductive AuCNS@MCP fiber.
Nanofiber
Nanofibers refer to wire-like materials with a certain aspect ratio, and their cross-sectional diameters are tens to hundreds of nanometers. Nanofibers have extremely high specific surface areas and are capable of forming highly porous networks with significant interconnectivity between pores, making them attractive options for many advanced applications. Nanofibers are mainly made from polymer raw materials through different spinning techniques, including natural polymers and synthetic polymers.
Features
When the fiber size reaches the nanoscale, its physical and chemical properties will change, mainly in the following aspects:
- Surface Effect
The smaller the particle size, the larger the surface area. Since the surface particles lack the coordination of adjacent atoms, the surface energy is extremely unstable, and it is easy to combine with other atoms, indicating strong activity. - Small Size Effect
Due to the increase in specific surface area and the decrease in volume, the reactivity and selectivity are significantly improved, and ultra-low consumption can be realized. As the fiber diameter is nanosized, the acoustic, optical, electromagnetic, and thermodynamic properties of the material will change. - Supramolecular Arrangement Effect
Due to the regular arrangement of molecules, self-organization can be achieved so that unified functions can be displayed. - Hierarchy Effect
This is a new effect resulting from the nano-hierarchical structure at the level of nano-polymer chains.
Applications
- Energy and Storage Applications
Nanofibers have received extensive attention in energy production and storage. Specific application examples include batteries and fuel cells, solar cells, supercapacitors, hydrogen storage and production, piezoelectricity, and more.

Nanofibers for lithium-ion battery applications. [1]
- Environmental Applications
Combined with the structural and performance characteristics, nanofibers have great potential for environmental applications. Both pristine and adsorbent or catalyst-functionalized nanofibrous materials have been actively prepared for the removal or separation of submicron contaminants and pollutants from liquid and gaseous environments based on various physical and chemical techniques, notably adsorption and ultrafiltration. Nanofiber-based photocatalysis has also been intensively studied for the degradation of pollutants and various toxic environmental chemicals. Furthermore, nanofibers synthesized from metal oxide semiconductors have been actively explored in many chemical and gas sensing applications, including air quality detection, toxic and flammable gas detection, and environmental monitoring. - Biomedical Applications
Biomedical applications are also one of the emerging uses of nanofibers. In healthcare and biomedical engineering, nanofibers can be used in tissue engineering and regenerative medicine, wound dressings, drug and therapeutic agent delivery, biosensing, and more. Numerous methods have been developed to fabricate nanofibers, such as phase separation, electrospinning, melt blowing, bicomponent spinning, force spinning, flash spinning, template synthesis, and self-assembly. Due to their biomimetic properties and easy-to-design nanostructures, nanofibers are of continued interest. [2]

New forms of electrospun nanofiber materials and their biomedical applications.
Flame Retardant Fiber
Classification
- Intrinsic flame-retardant fibers mainly include inorganic fibers and organic high-performance fibers, of which inorganic fibers include basalt fibers, glass fibers, quartz fibers, boron fibers, ceramic fibers, etc.; organic high-performance fibers include aramid fibers, polyimide fibers, polysulfide fiber, aramid sulfone fiber, polytetrafluoroethylene fiber, etc.
- Modified flame retardant fibers mainly refer to fibers with good flame retardant properties obtained by physical or chemical modification, such as flame retardant polyester, nylon and cellulose fibers. The main preparation methods include the copolymerization chip spinning method, the blended spinning method, the composite spinning method, and so on.
Comparison of flame retardant properties of common fibers
The limiting oxygen index (LOI) refers to the minimum oxygen volume fraction required for the sample to maintain a complete combustion state in a mixture of oxygen and nitrogen. The higher the LOI, the harder the material is to burn. According to the limiting oxygen index (LOI) value of the fiber, it is generally believed that the oxygen index of flammable materials is <22, the oxygen index of combustible materials is between 22 and 27, and flame-retardant materials have an LOI >27. The LOIs of common fibers and flame retardant fibers are shown in the table below.
| LOI values of common fibers | LOI values of flame retardant fibers | ||
|---|---|---|---|
| Fibers | LOI | Fibers | LOI |
| Cotton fiber | 18.0 | flame-retardant PAN fiber | 27 |
| Acetate fiber | 17.0 | flame-retardant PET fiber | 28 |
| PAN fiber | 18.5 | PVC fiber | 35 |
| Polyester fiber | 23.5 | flame-retardant PP fiber | 25 |
| Nylon fiber | 22.0 | Phenolic fiber | 50 |
| Silk | 23.0 | Polysulfonamide (PSA) fiber | 33 |
| Wool | 24.0 | Polybenzimidazole (PBI) fiber | 40 |
Flame Retardant Mechanism
The flame retardant mechanism is to try to hinder the thermal decomposition of the fiber, inhibit the generation of flammable gas and dilute the flammable gas, change the thermal decomposition reaction mechanism (chemical mechanism), block the thermal feedback loop, and isolate the air and thermal environment, thus eliminating or reducing the influence of the three elements of combustion (combustible substances, temperature, and oxygen) to achieve the purpose of flame retardancy. Generally, the mechanism of fiber flame retardant includes endothermic effect, covering protection effect, gas dilution effect, surface effect of particles, and droplet effect.
Research Information
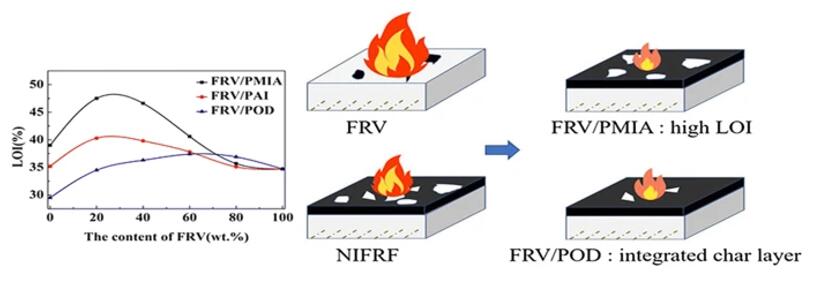
With the continuous development of flame retardant technology, innovative flame retardant fibers are being researched and developed. The current development trend of flame retardant fibers includes, but is not limited to, the long-term environmental protection type, the functional composite type, and the green environmental protection type. For example, Shuheng Liang et al. proposed a simple and effective method to improve the flame retardancy of blended fibers based on the synergy between flame retardant fibers. In this work, flame retardant viscose (FRV) was blended with three nitrogen-containing intrinsic flame retardant fibers (NIFRF), respectively. The prepared FRV/poly(isophthalamide) (PMIA) fibers exhibited excellent flame retardancy with an LOI as high as 47.5%.
Biodegradable Fiber
Biodegradable fibers refer to fibers that can be degraded by microorganisms in a certain period of time and under appropriate natural conditions. According to the source of fiber materials, biodegradable fibers mainly include natural polymer fibers and synthetic polymer fibers.
Classification
- Natural Biodegradable Polymer Fiber
In general, natural polymer fibers exhibit excellent biodegradability due to their natural cellulose sources. Common natural fibers are cotton fiber, animal hair fiber, silk fiber, etc. In addition, current research focuses more on cellulose fibers, protein fibers, chitin fibers, starch fibers, etc. If you are interested in these natural fiber products, please click to view the list of natural fiber products. - Synthetic Biodegradable Polymer Fiber
The most popular chemical synthetic polymers mainly include biodegradable polyester fibers and water-soluble polymer fibers. Currently developed polyester fibers include polyglycolic acid ester (PGA) fiber, polylactic acid (PLA) fiber, poly-ε-caprolactone (PCL) fiber, polyvalerolactone (PVL) fiber, etc.
Water-soluble polymers are hydrophilic polymer materials that can dissolve or swell in water to form solution or dispersion. Their molecular chains generally contain a certain number of strong hydrophilic groups, such as carboxyl, hydroxyl, amino, ether and amide groups. Common examples of biodegradable fibers include polyvinyl alcohol (PVA), polypropylene glycol (PPG), and polyethylene glycol (PEG).
Fibers made of polyhydroxyalkanoates (PHA) are another important type of biosynthetic biodegradable polymer fibers. PHA is an aliphatic copolyester with different structures synthesized by microorganisms through the fermentation of various carbon sources. Its basic structure is shown in the figure below. PHAs have different monomer structures, so there is a wide variety. Among them, the most common ones are poly-3-hydroxybutyrate (PHB), polyhydroxyvalerate (PHV) and the copolymer of PHB and PHV (PHBV).
General structure of polyhydroxyalkanoates with some modifications as reported, Where if n = 1, R = methyl: poly(-3-hydroxybutyrate); R = hydrogen: poly(-3-hydroxypropionate); R = propyl: poly(-3-hydroxyhexanoate); R = nonyl: poly(-3-hydroxydodecanoate); R = ethyl: poly(-3-hydroxyvalerate); R = pentyl: poly(-3-hydroxyoctanoate); if n = 2, R = hydrogen: poly(-3-hydroxybutyrate); if n = 3, R = hydrogen: poly(-5-hydroxyvalerate). [1]
Application and Research
Due to their biocompatibility and biodegradability, these biodegradable polyester fibers are mainly used in surgical sutures, drug release systems, tissue engineering, and implants.
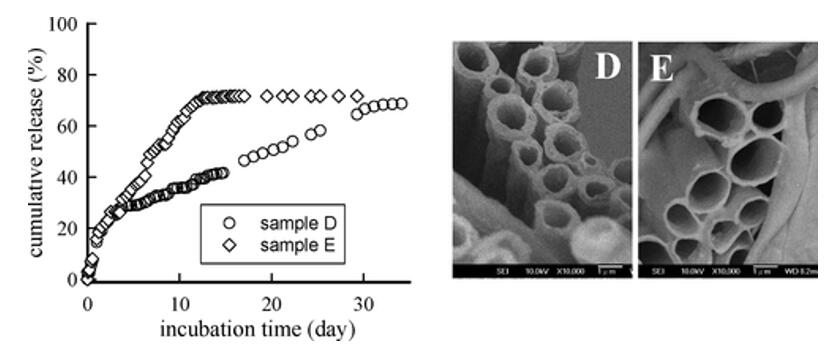
For example, combined with coaxial electrospinning technology, Chi Wang et al. prepared a core-shell fiber using two biodegradable polymer solutions of PLA and PHB. The PDLLA/PHB fibers can be used for sustained release of dimethyloxalylglycine (DMOG) drugs. In this work, the DMOG release was about 25% within 60 h. After the burst release, DMOG’s linear release is up to 70%, and the PHB shell’s thickness likely controls the rate. [2]
Antibacterial Fiber
Classification
- Natural Antibacterial Fiber
The natural antibacterial fiber material itself has antibacterial properties and can be directly processed into fibers. Examples are chitin fiber, chitosan fiber, hemp fiber, bamboo fiber, etc. - Artificial Antibacterial Fiber
Antibacterial agents are added to ordinary fibers lacking antibacterial properties to make them into fibers with antibacterial functions. Common fiber matrix categories are polyester, acrylic, polypropylene, nylon, etc. Commonly used antibacterial agents include inorganic antibacterial agents such as Ag, Cu, and Zn ions and metal oxides and organic antibacterial agents such as organometallic compounds, halides, isothiazoles, quaternary ammonium salts, and organic nitrogen compounds.
Antibacterial mechanism
Antibacterial effects are usually achieved by interfering with bacterial DNA, protein synthesis, or the activity of enzymes involved in bacterial cell metabolism. Antibacterial surfaces kill bacteria by releasing drugs, directly contacting cell membranes, or expressing cationic polymers, as summarized in the figure below. [1]

Three proposed mechanisms for inactivating microorganisms
Preparation
- Blended Spinning Method
The antibacterial fibers are obtained by blending the antibacterial agent with the polymer using techniques such as solution spinning or wet spinning. The method makes the inside of the fiber contain an antibacterial agent, resulting in long-term bacteriostatic and bactericidal effects. - Post-Processing Method
The antibacterial agent is attached to the surface of the fiber by spraying or dipping and post-processing. This method requires a smaller amount of antibacterial agent and leads to less impact on the properties of the fiber. - Ion Exchange Method
Fibers with ion exchange groups can replace a layer of ions with antibacterial properties on the fiber surface through an ion exchange reaction. A long-lasting antibacterial effect is achieved due to the formation of ionic bonds between the metal ions and the ion-exchange groups of the fibers.
Applications
Antibacterial fiber can sterilize and inhibit bacteria and can also eliminate odor caused by bacterial reproduction, slow down the rate of fiber decay, and prevent the spread of certain diseases. Antibacterial fibers are mainly used in the medical, health, food, and pharmaceutical industries. They can be used as gauze, bandages, surgical cloths and other medical supplies; underwear; children’s clothing; air conditioning filtration; water purification and other purification equipment; as well as antibacterial work clothes.
Research Information
Domen Malis et al. investigated the effect of ZnO on the antibacterial activity of cellulose fibers and their biodegradation. In this work, the researchers determined the antibacterial activity of fiber samples against Gram-negative Escherichia coli and Gram-positive Staphylococcus aureus bacteria. The results indicated that the fiber composition in the samples had a great influence on its antibacterial activity. CLY fibers blended with CV exhibited high antibacterial activity against both Escherichia coli and Staphylococcus aureus. [2]
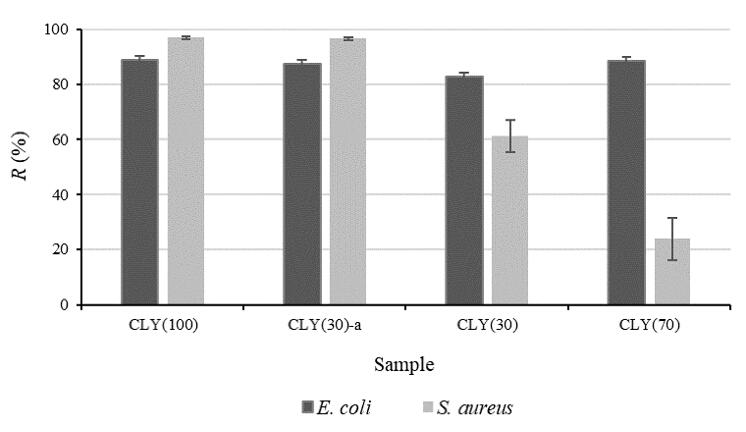
Reduction, R, of E. coli and S. aureus was measured for different CLY fiber samples.



